
Jahaplast PE Piping Line DN630mm PN12.5
at PT. Timah with high abrasion application


STATIC STRESSES
The resistance of PE pipe to hydrostatic pressure is determined by:
1. The ratio between the diameter and wall thickness.
2. The hydrostatic design stress (Sigma value) for the particular grade of PE.
3. The duration of applied pressure over the pipeline lifetime.
4. The pipe material service temperature.
Jahaplast fittings manufactured are designed for hydrostatic pressure conditions using
the Barlow formula as follows:
Where
T = minimum wall thickness (m)
P = working pressure (MPa)
D = maximum OD (mm)
S = design hoop stress (6.3 MPa) (50yr©20°C)
The design of PE pressure piping system has been based on static working pressures continuously operating at the maximum level for the entire lifetime of the pipeline.
PIPE ANCHORS
Pipe anchor should be provided in installations where the thermal expansion is a consideration.
Anchors ensure that pipe movement occurs in controlled and predictable manner.
In addition, pipe anchors will absorbs axial pipe pressure thrust in those systems fitted with expansion joints.
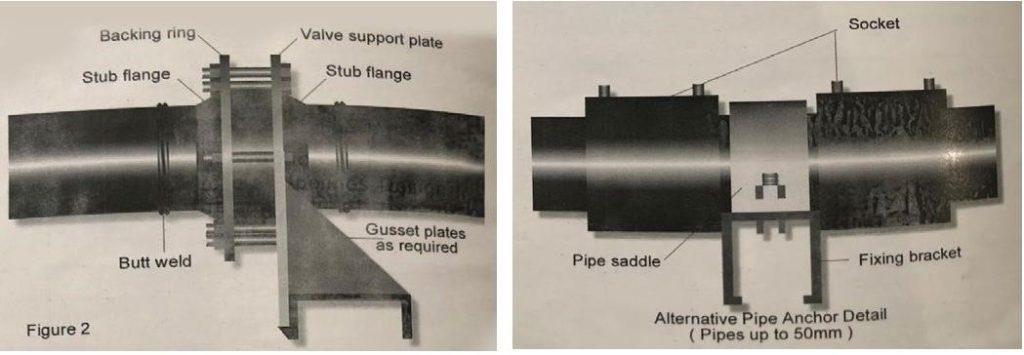
Where possible, a flanged pipe connection may be used as an anchor point by the use of a valve support in lieu of one of the backing rings. Refer to Fig 2. An alternative
method for pipe diameters up to 50mm is shown in Fig 3.
Anchor points located at mid length of a straight section need not be robust as those associated with expansion compensators which must be able to withstand the total pipe thrust plus frictional resistance to movement.
Note; Under no circumstances can a tightened pipe clip be used as anchor. The action of tightening the clip imposes a crushing load on the pipe which may cause pipe failure.
The following equipment and services are needed:
Constant 220v output electricity supply. Buff-fusion machine, complete with clamps and hydraulic activation unit. Electricity heated mirror plate with temperature indicator.
Planning tool.
Timer
Pipe supports
Pipe cutter or fine toothed saw
Cleaning material (paper or clean cloth)
1. Read the operating instructions for the welding machines and check all equipment is undamaged and in good working order. Inspect and clean the heating mirror, removing any residue from previous weld. Make a dummy weld to ensure all particulate is removed from the heater plate.
2. Switch on and retain the plate inside the thermally insulated protective case. Adjust the control temperature to 205 -/+ 5o C.

3. Clean ends of components to be joined, inside and out.
4. Fully open the carriage in the machine and place components in clamps with 25 to 30mm protruding.

5. Align and level components in clamps using support rollers if necessary. Rotate as necessary to align orientation markings and tighten clamps.
6. Positions the plane in the machine.
7. Switch on the place and close the carriage slowly so that ends to be welded come into contact with the rotating blades. Note the planning pressure shown on the machine data plate and holding this on until continuous shavings are cut from the ends of both jointing surfaces. Leave the paner switched on and rotating while pressure is released and the carriage withdrawn.

8. Remove the planer, taking care not to touch the planed surfaces.
9. Remove shavings from the machine and component ends, again taking care to avoid contact with planed surfaces.
10. Check both surfaces are completely planed. If they are not, repeat steps 6 to 9.
11.Close the carriage and check that no visible gap exists between ends to be joined.
12. Minimise pipe end mismatch (maximum 10% of pipe wall thickness) by adjusting clamps or pipe supports or by rotating pipe or combination of both operations.
13. If such adjustment is necessary, repeat operations 6 to 12.
14. Close the carriage and note the drag pressure which is necessary to move the pipes and/or fittings using the hydraulic system.
23. The welded assembly can now be removed from the machine but not handled for a further 10 minutes.
24. Examine the butt-weld for cleanliness and uniformity. Check that
the bead width is within the following bands:
90mm to 180mm – 7 to 12mm
200mm to 315mm – 9 to 15mm
25. If it is necessary to remove the internal bead from a but weld. This can be done using a special tool. Contact Jahaplast for further information.
REPAIRS
The repair of buried pipeline using but-welding techniques can be difficult and expensive due to the problem of introducing the butt-welding machine into the trench. Furthermore, axial movement of pipes needed to make the weld is rarely possible.

PRODUCT PT. JAHAPLAST
STUB FLANGED JOINTS
Stub flange joints are available in sizes 20mm to 1000mm.
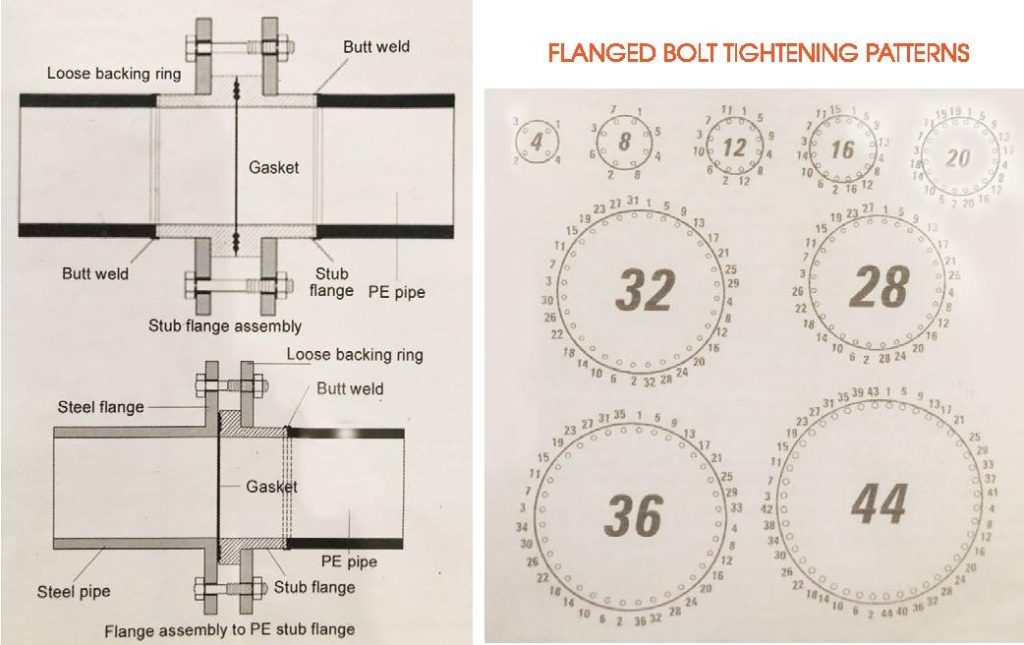
Stub flanges are the preferred style as they offer a more economical fitting and are easier to install than the full face style. Stub flange assemblies have the same pressure rating as full face flanges assemblies. Gaskets must be used with flanges. PE Stub flange assemblies may be bolted directly to other flanged pipe systems of the same flange drilling i.e. ANSI 150, Table E etc. Gasket must be used at the joints. The adjacent drawing illustrates a cross section of a PE stub flange to standard full face steel flange joint. Flange bolt torque values are for PE Fittings need not be as high as those commonly used on steel pipe systems. Higher torque values may result in distortion of the flange face. The torque values represent a nut and bolt that is suitably lubricated. Standard butterfly valves may be placed between PE stub flanges or full face flange assemblies without modification. Valves should be checked for full and free movement prior to final tightening of flange bolts.
Pipe Size (mm) | Bolt Size | Recommended Torque | No. per Flange |
20 | M12 x 50 | 10 | 4 |
25 | M12 x SO | 14 | 4 |
32 | M12 x 50 | 13 | 4 |
50 | M16 x 65 | 22 | 4 |
60 | M16 x 65 | 25 | 4 |
80 | M16 x 70 | 33 | 4 |
100 | M16 x 80 | 25 | 8 |
125 | M16 x 90 | 34 | 8 |
150 | M20 x 90 | 42 | 8 |
200 | M20 x 100 | 63 | 8 |
250 | M20 x 130 | 80 | 12 |
280 | M20 x 150 | 108 | 12 |
315 | M20 x 150 | 74 | 12 |
355 | M24 x 160 | 133 | 12 |
400 | M24 x 170 | 163 | 12 |
450 | M24 x 180 | 157 | 16 |
500 | M24 x 190 | 185 | 16 |
560 | M27 x 230 | 191 | 16 |
630 | M27 x 240 | 190 | 16 |
THREADED CONNECTION:
Jahaplast manufacture a range of male and female BSP threaded adaptors up to 100mm (4″).
When threading use a sharp die and cut full thread depths. Without lubricant in one operation.
All threaded fittings are rated 1200kPa at 20C.
For high pressure installations it is preferable to use adaptors or fittings with male PE threads in preference to female threaded fittings.
Composite unions, available in male and female threaded configurations up to 50mm are recommended for joining PE pipe to metal threads particularly in systems subject to thermal cycling.
Tightening should only be done by hand with a maximum of an extra quarter turn with a pipe wrench. There is offen a tendency to overtighten threads however this only causes distortion and leaks.
If a threaded connection is leaking disassemble the thread and if not damaged remake the connection taking care not to overtighten. PTFE tape is the recommended thread sealant.
